Key Technical Application of SKL Bearings in Bulk Cement Truck Material Transpor
I. Industry Pain Point: The “Bearing Dilemma” of Bulk Cement Trucks
A large cement logistics group mainly engages in cross-regional bulk cement transportation. The operating environment features high dust concentration, bumpy roads, frequent air compressor start-stop cycles, and frequent braking.
(I) Core Failure Performance
Frequent failure of air compressor bearings:The main shaft bearings of vehicle-mounted air compressors withstand high-frequency rotation at 1500–2200 r/min and continuous radial loads. Cement dust easily intrudes into the interior. The average service life of originally matched bearings is only 3–4 months. Each replacement requires disassembling the air compressor, taking 4–6 hours, seriously affecting vehicle availability.
Rapid wear of drive shaft bearings:Under full load, drive shaft bearings bear huge torque and radial impact. Combined with shaft deflection caused by road vibration, originally matched bearings easily suffer raceway spalling and cage deformation, with an average service life of only 6 months, leading to high replacement costs and potential safety hazards.

II. Solution: Customized Solutions and Key Technologies of SKL Bearings
SKL provides a customized solution of “Precise Selection + Technical Optimization + Full-Process Support” to solve failures at three core components.
(I) Core Technical Support: Three Key Breakthroughs for Extreme Conditions
Material technology breakthrough:
SKL independently developed high-strength carburized steel. After precision forging and heat treatment, bearing hardness reaches HRC62–65. Wear resistance and impact resistance are improved by more than 40% compared with ordinary bearings, resisting radial impact and torque under full load. The raceway adopts precision grinding with surface roughness below Ra0.02μm, reducing friction and dust adhesion.
Optimized sealing structure:“Double seal + dust-proof coating” composite technology. Special double-lip rubber seals are installed on inner and outer rings, with dust protection grade IP6X, blocking over 99% of cement dust. The seals use special high/low temperature-resistant and anti-aging rubber, adapting to outdoor temperature fluctuations from -30℃ to +120℃.
Upgraded lubrication system:Equipped with SKL special high-temperature synthetic grease, operating range -30℃ to +150℃, maintaining stable lubrication under high-temperature and high-speed operation. Lubrication interval is more than doubled. Optimized lubrication grooves ensure even grease distribution and reduce friction loss.
(II) Specific Model Selection and Implementation
Air compressor main shaft: SKL 6312-2RSR Deep Groove Ball Bearing
Designed for high speed and dusty conditions. Inner diameter 60 mm, double sided double lip seal, increased radial clearance to compensate thermal expansion. Limiting speed up to 8000 r/min, far exceeding actual working speed.
Drive shaft: SKL 22218-E1-T41A Spherical Roller Bearing

Inner diameter 90 mm, high-load optimized design, stamped steel cage and lubrication grooves. Alignment angle up to 2°, compensating shaft deflection. Dynamic radial rating 245 kN, effectively resisting full-load impact.
(III) Full-Process Support
Professional on-site installation guidance, bi-annual inspection, 24hour rapid response, spare parts supply, and technical training for maintenance teams.
III. Application Effect
After 12 months of actual operation, bearing failures at three core components were completely eliminated.
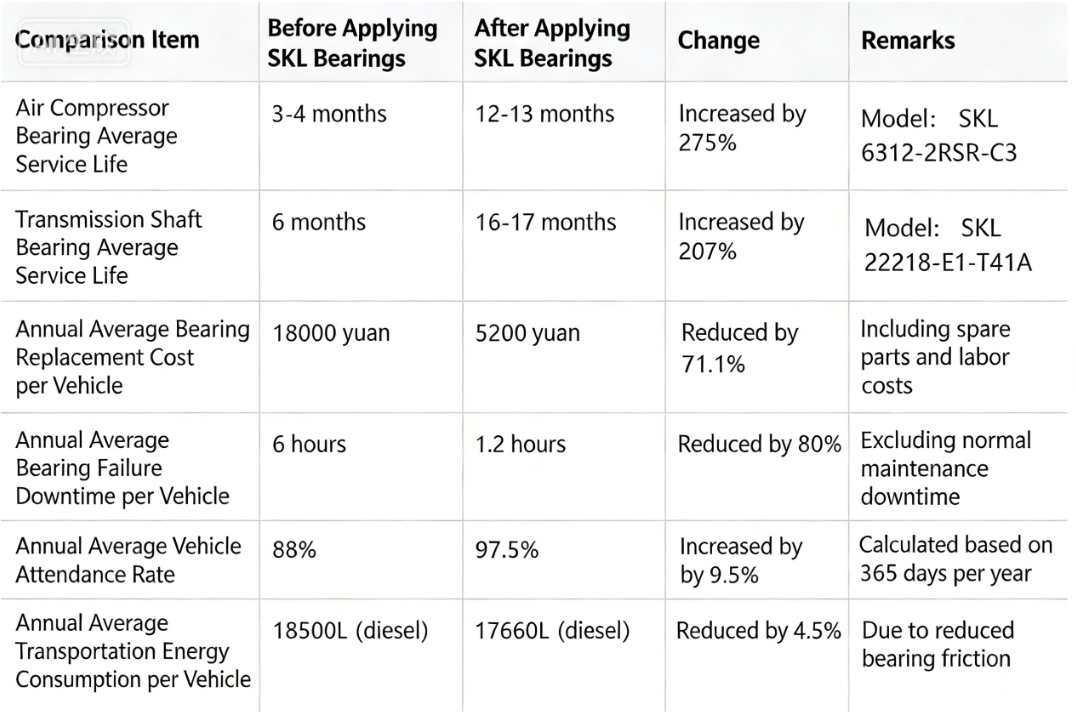
Annual bearing maintenance cost reduced from ¥2.16 million to ¥0.624 million, saving ¥1.536 million.Downtime loss reduced by ¥3.456 million.Additional transportation output increased by approximately ¥2.88 million.Total annual economic benefit exceeds ¥7.872 million.
Safety hazards are eliminated, and operational stability greatly improved.
IV. Industry Inspiration
SKL provides not just products, but “product + service” solutions based on actual working conditions. With advantages in materials, sealing, and structure, SKL offers a replicable model for the bulk cement transportation industry, promoting efficient, green, and safe development.